Влияние объёмно-планировочной структуры интерьеров машиностроительных цехов на выбор их цветового решения
О. А. Охлопкова
Московский архитектурный институт (государственная академия), Москва, Россия
Аннотация
В работе анализируется процесс проектирования цветового решения интерьеров производственных цехов. Многофакторность процесса позволяет определить основные характеристики, выступающие ограничениями при выборе окончательного варианта проектного решения и сделать вывод о необходимости разработки комплексной системы с использованием современных технических средств проектирования.
Существующая методика проектирования цветового решения интерьеров производственных цехов [1, 2] позволяет определить факторы, влияющие на формирование цветового решения интерьеров и выступающие в качестве ограничений по отношению к этому решению. Имеющиеся ограничения по цветовому решению разноплановы, их учёт имеет свои специфические сложности, каждое из них решает лишь часть вопросов по выбору общего цветового решения. Поэтому для совершенствования методики проектирования необходимо выделить основные ограничения и выявить проблемы, возникающие в процессе их применения при проектировании, а, следовательно, и те направления, которые необходимо изучать в дальнейшем. Кроме того, следует поэтапно рассмотреть весь процесс проектирования от выбора ограничений вплоть до реализации проекта в натуре. Рассмотрим несколько подробнее ограничения, влияющие на цветовое решение интерьеров промышленных зданий.
Первая группа представляет собой нормативные ограничения и включает необходимые требования по основным характеристикам принципиальной цветовой схемы – преобладающей цветовой гамме, допускаемому цветовому контрасту, допускаемому количеству цвета, коэффициентам отражения по зонам окружения, определяемым на основе существующей методики [2]. Теоретически они являются обязательными для учета в проектном решении, но практически определение ряда характеристик по существующим нормам является трудоемким процессом. Несовпадение характеристик принципиальной цветовой схемы с нормативными требованиями часто ведет к нарушению цветовой гармонии интерьера в целом. Изменение одной из характеристик цвета основных элементов интерьера при несовпадении с нормативными требованиями определяет изменение этой характеристики для всех остальных элементов интерьера. Такой сравнительной характеристикой является допускаемый цветовой контраст между основными поверхностями интерьера и оборудования.
В виде второй группы ограничений выступают принципы цветовой гармонии. Они включают в себя основные существующие принципы цветовой гармонизации по цветовому тону – гармонию пар дополнительных цветовых тонов, гармонию «расщеплённых» цветовых тонов и гармонию цветов цветовой триады, которые всегда должны применяться в рамках имеющихся нормативных ограничений по всем характеристикам принципиальной цветовой схемы.
Разработка системы учета и взаимосвязи этих двух групп ограничений по цветовому решению интерьеров промышленных зданий во взаимосвязи с пространственной характеристикой помещений составляет цель дальнейшего исследования. Для решения этой сложной проектной задачи необходимо сузить круг объектов и сконцентрировать внимание на исследовании процесса проектирования цветового решения интерьеров производственных цехов предприятий отрасли машиностроения.
Анализ многофакторного проектного процесса позволил определить, что ввиду сложности учета и сопоставления существующих ограничений, методика проектирования должна быть основана на графоаналитическом расчете с использованием современных технических средств проектирования. В основу анализа процесса проектирования цветового решения интерьеров цехов предприятий машиностроения положены производственные характеристики и пространственная классификация этих цехов.
Объёмно-планировочное решение интерьеров механосборочных цехов отрасли машиностроения, инструментальной и станкоинструментальной промышленности и ряда других отраслей имеет общие черты и различия, зависящие от схемы технологического процесса и габаритов оборудования, влияющих на планировку, соотношения величин пролётов и шагов колонн, общее конструктивное решение, высоты помещений, наличие различных типов подвесного кранового оборудования, конвейерных линий и т.д. [3, 4, 5, 6, 7]. В связи с этим для определения характера цветового решения по отдельным группам помещений необходимо провести классификацию архитектурно-планировочных схем механосборочных цехов в зависимости от различий в структуре и габаритах элементов интерьера.
Подробная классификация должна быть проведена одновременно с учётом объемно– планировочной структуры и структуры элементов технологии. По своему конструктивному решению механосборочные цеха могут быть трёх типов: ячейкового, пролётного (однопролётные и многопролётные) и зального [12]. По насыщенности оборудованием цеха подразделяются на малонасыщенные и средней насыщенности [1]. При этом предпочтение следует отдавать именно особенностям технологического процесса, поскольку он определяет появление в интерьере тех или иных элементов, расположенных, как правило, в рабочей зоне (металлорежущие станки, аппараты, приборы, производственная мебель и т.д.) или тесно связанных с ними (напольные и подвесные конвейерные линии, крановое оборудование, напольный транспорт, места складирования деталей и т.д.). Элементы технологической структуры имеют определяющее значение при выборе общего цветового решения интерьера, так как они представляют собой основное поле адаптации для работающих в процессе их производственной деятельности [7, 8]. Его цвет необходимо подбирать с наибольшей тщательностью.
Особое место следует уделять выбору способов нанесения сигнально-предупреждающей и опознавательной окраски – отдельными участками или по всей поверхности элементов интерьера. Этот вид окраски отличается ассортиментом ярких, локальных цветов, которые должны быть заметны с одной стороны, но не должны создавать пестроты и хаоса в интерьерах с другой, помогая ориентироваться в сложных производственных условиях.
Классификации подлежит достаточно широкий диапазон помещений механосборочных цехов, начиная с мелких цехов отрасли лёгкого машиностроения и заканчивая крупнейшими цехами отрасли тяжёлого машиностроения. Причем в классификации необходимо учитывать не только особенности объёмно-планировочной структуры помещений, но и схемы расстановки оборудования. Приёмы расстановки оборудования в интерьерах цехов были предложены в исследованиях, посвящённых архитектуре производственных интерьеров [1].
На основе комплексного анализа особенностей интерьеров по проектам цветовых решений, изучения литературы, посвящённой архитектурно-строительным особенностям предприятий машиностроения [3, 5, 7, 10, 11], а также на базе натурных обследований интерьеров действующих предприятий было проведено объединение всего многообразия интерьеров механосборочных цехов в три основные группы.
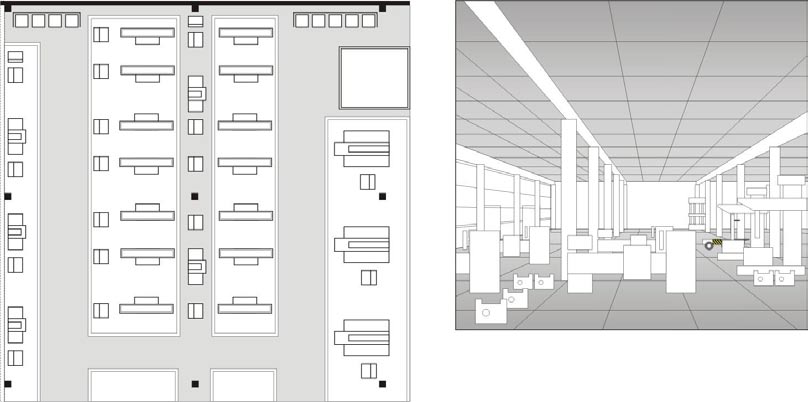
В первую группу входят цеха отрасли лёгкого машиностроения. Сетка колонн, в основном, 6×6 м, высота до низа несущей конструкции покрытия до 4,2 м. Эти цеха имеют ячейковую структуру. Цеха располагаются в одно– четырехэтажных корпусах. В плане представляют собой правильный прямоугольник с соотношением сторон в пределах 1:1,5-1:3. Цеха, как правило, не имеют кранового оборудования. В некоторых случаях они оснащены легким крановым оборудованием, подвесными электрокранбалками или консольными кранами, что увеличивает общую высоту помещений до 7,5 м. Такое оборудование имеет сигнально-предупреждающую окраску. Проезды и проходы внутри цехов выделены цветом или ограничительными линиями, также имеющими сигнально– предупреждающую окраску. В данной группе цехов производится механическая обработка и стационарная сборка мелких узлов и деталей. Они оснащены оборудованием со средней высотой 1,5-2,5 м (рис. 1, 2, 3).
а) б)
Рис. 1: а) Схема планировки и расстановки оборудования высотой 1,5-2,5 м; б) общий вид цеха механообработки группы 1


а) б)
Рис. 2. Примеры ахроматического решения основного технологического оборудования и элементов строительных конструкций в интерьере с высотой оборудования 1,5-2,5 м в бескрановых цехах группы 1: а) Корпорация ФЭД. Механический цех предприятия по разработке, серийному изготовлению, ремонту и сервисному обслуживанию агрегатов для гидравлических, топливных и электрических систем авиационной техники (Украина); б) Механический цех оружейного завода ГК «Промтехнологии» (Россия)


а) б)
Рис. 3. Примеры сочетания ахроматического решения строительных конструкций с яркими оттенками цвета элементов основного металлорежущего оборудования высотой 1,5-2,5 м и кранового оборудования в интерьерах цехов группы 1: а) Механический цех Краматорского машиностроительного завода; б) Цех металлообработки фирмы Мadis в Москве
Во вторую группу входят механические и сборочные цеха отрасли среднего машиностроения. Сетка колонн, в основном, 6×12 м и 6×24 м, а также 12×24 м и 18×24 м, высота до низа несущей конструкции покрытия от 7,2 м до 16,8 м. Цеха располагаются в одно– двухэтажных корпусах, имеют крановое оборудование различных типов в зависимости от высоты цехов – подвесные электрокранбалки (в цехах высотой от 7,2 м и до 10,8 м) или мостовые краны (в цехах высотой от 12,6 м до 16,8 м). Ввиду существенной разницы в составе элементов технологической структуры их следует разделить на две подгруппы – 2.1 и 2.2.
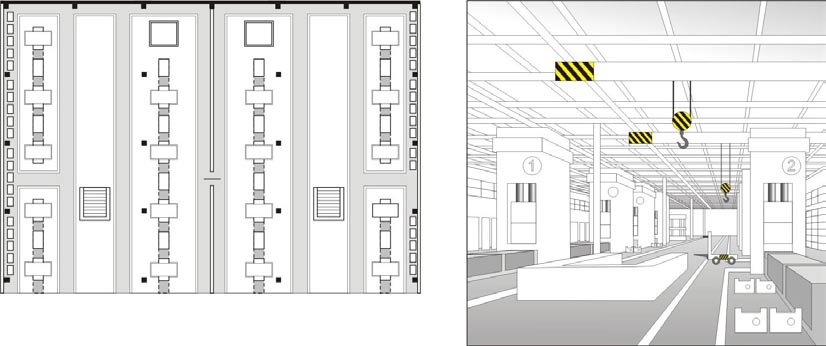
Цеха подгруппы 2.1 представляют собой в плане правильный прямоугольник с соотношением сторон в пределах 1:2-1:4. Средняя высота оборудования находится в пределах 2,5-3,5 м, но в прессовых, штамповочных и некоторых других цехах может превышать 6 м. (рис. 4, 5, 6, 7, 8).
а) б)
Рис. 4: а) Схема планировки и расстановки оборудования высотой 2,5-3,5 м; б) общий вид штамповочного цеха подгруппы 2.1


а) б)
Рис. 5. Примеры использования насыщенных цветов элементов основного технологического оборудования высотой 2,5-3,5 м в сочетании с нейтральными цветами строительных конструкций в интерьерах цехов подгруппы 2.1: а) Заготовительный участок штамповочного цеха ООО «Хёндэ Мотор Мануфактуринг Рус» (Санкт-Петербург); б) Производство тяжелых грузовиков. Завод «MAN» в Кракове


Рис. 6. Примеры ахроматического решения крупногабаритного технологического оборудования и элементов строительных конструкций в интерьере с высотой прессового оборудования до 6 м в цехах подгруппы 2.1. Штамповочный цех завода «Opel» в Рюссельсхайме (Германия)


а) б)
Рис. 8. Примеры использования насыщенных цветов элементов строительных конструкций и основного технологического оборудования высотой до 6 м в интерьерах цехов подгруппы 2.1: а) Суходольский завод тяжёлого машиностроения «СПЕЦТЯЖМАШ»; б) Челябинский трубопрокатный завод. Участок подготовительных операций


Рис. 7. Примеры сочетания ахроматического решения крупногабаритного технологического оборудования, строительных конструкций и яркой сигнально– предупреждающей окраски поверхности движущихся мостовых кранов в интерьере с высотой прессового оборудования более 6 м в цехах подгруппы 2.1. Прессовый цех ООО «Хёндэ Мотор Мануфактуринг Рус» (Санкт-Петербург)
В подгруппу 2.2 вошли сборочные цеха окончательной (общей) сборки при поточно– массовом типе производства. Цеха окончательной конвейерной сборки имеют сходные составы элементов технологической структуры и присутствуют в каждой из трех групп (1-й, 2-й и 3-ей).
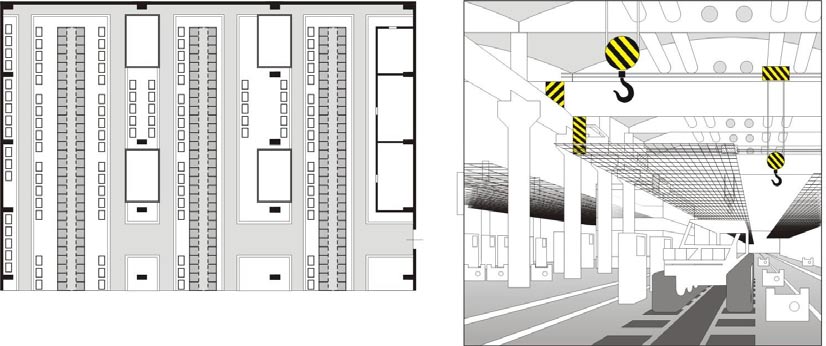
Цеха окончательной сборки, образующие единый объём с механическими и другими цехами, рассматривались в классификации совместно с ними, но с учётом доминирующего значения при выборе цветового решения цеха главного сборочного конвейера. В плане они представляют собой квадрат или правильный прямоугольник с соотношением сторон 1:1-1:3. Отдельно расположенные (отделённые от механических цехов перегородками, вставками встроенных помещений, наружными стенами и др.) цеха с главным сборочным конвейером, что предопределяет создание индивидуальной цветовой схемы для цеха окончательной сборки, рассматривались как самостоятельные объёмы. Эти цеха представляют собой в плане правильный вытянутый прямоугольник с соотношением сторон 1:10-1:20, что свидетельствует об их существенном объёмно– планировочном отличии от цехов группы 2.1. Их протяжённость в отдельных случаях превышает 1500 м. Основными элементами технологического оборудования в этих цехах являются напольные и подвесные конвейерные линии (рис. 9, 10, 11, 12, 13).
а) б)
Рис. 9: а)Схема планировки и расстановки оборудования; б) общий вид цеха подгруппы 2.2


Рис. 10. Примеры ахроматического решения элементов строительных конструкций и основной выпускаемой продукции в интерьере с высотой оборудования в цехах подгруппы 2.2. Челябинский завод строительно-дорожных машин


Рис. 11. Примеры ахроматического решения крупногабаритной продукции с использованием насыщенных цветов основного технологического оборудования и элементов строительных конструкций в сочетании с ахроматическими поверхностями пола и потолка в интерьере цехов подгруппы 2.2. Тверской экскаваторный завод

а)

б)
Рис. 12. Примеры сочетания ахроматических цветов элементов строительных конструкций с насыщенными цветами технологического оборудования в интерьерах цехов подгруппы 2.2: а) цех автоматизированной сварки на конвейере «Хёндэ «Солярис», Санкт-Петербург; б) Автоматизированный сборочный цех завода «ТЕSLA» в Калифорнии (США)

Рис. 13. Примеры сочетания ахроматических цветов элементов строительных конструкций с насыщенными цветами технологического оборудования и выпускаемой крупногабаритной продукции в интерьерах цехов подгруппы 2.2. Сборочный цех завода по производству грузовых автомобилей «Volvo» в Калуге
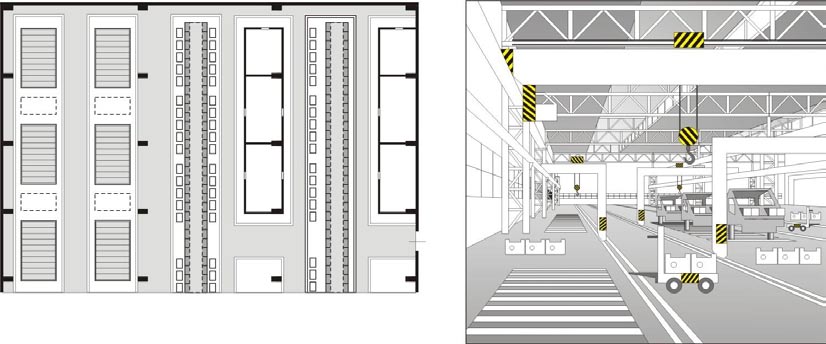
В третью группу входят цеха стационарной сборки отрасли тяжёлого и особо тяжёлого машиностроения. Сетка колонн от 12×24 до 30×42 м. Высота до низа несущих конструкций покрытия составляет от 18 до 40 м. В плане эти цеха представляют правильный прямоугольник с соотношением сторон 1:3. Они располагаются в одноэтажных корпусах, имеют одно– и двухъярусные мостовые краны. Средняя высота оборудования и собираемых корпусов, деталей и узлов составляет более 6 м (рис. 14, 15, 16). Отличительной чертой интерьеров цехов 3-ей группы является наличие в поле зрения крупных корпусных деталей собираемого оборудования, что так же как и в группе 2, предполагает их определяющее значение в цветовом решении цехов окончательной сборки (табл. 1).
Таблица 1. Классификация помещений цехов окончательной сборки
|
Группа помещений (цехов) |
Отрасль машиностроения |
Средняя высота оборудования и наличие кранового оборудования, характер сборки |
Тип здания | Сетка колонн и высота до низа несущей конструкции покрытия |
1-ая группа
1 | Лёгкое машиностроение. Механообработка, стационарная сборка | 1,5 м без кранового оборудования | Одно– четырёх– этажное, каркасное, бесфонарное |
6×6 м 4,2 м |
2-ая группа
2.1 | Среднее машиностроение. Механообработка | 1,5 м 2,5м 3,5м подвесные электрокранбалки, мостовые краны | Одно– и двухэтажное, каркасное, с зенитными фонарями или с фонарными надстройками | 6×12 м 6×24 м 12×12 м 18×24 м 24×24 м 7,2 м 10,8 м 12,6 м 16,2 м |
2.2 | Лёгкое, среднее, | 2,5 м | Одно– и | 6×12 м 6×24 м 12×12 м 18×24 м 24×24 м 7,2 м 10,8 м 12,6 м 16,2 м |
тяжёлое | 3,5-6,0 м | двухэтажное, | ||
машиностроение. | подвесные | каркасное, с | ||
Сборка (при поточно- | электрокранбалки, | зенитными | ||
массовом типе | подвесные | фонарями или с | ||
производства) | конвейерные линии, | фонарными | ||
напольные конвейеры | надстройками |
3-я группа
3 | Среднее и тяжёлое | более 6,0м | Одноэтажное, | 12×30 м 12×36 м 24×30 м 24×36 м 30×36 м 36×36 м 30×42 м 18,0 м 25,2 м 30,0 м 40,2 м |
машиностроение. | каркасное, с | |||
Сборка (при поточно- | одно– и двухъярус-ные | зенитными | ||
массовом типе | мостовые краны, | фонарями, с | ||
производства) | площадки для | фонарными | ||
стационарной | надстройками или | |||
агрегатной сборки | бесфонарное |
Основные особенности производственного процесса в механических и сборочных цехах в зависимости от классификации по группам помещений представлены достаточно подробно в имеющихся литературных источниках [2, 4], в которых цеха дифференцированы по группам производства и отраслям на основе имеющихся классификаций производственного процесса в механических и сборочных цехах.
а) б)
Рис. 14.: а) Схема планировки и расстановки оборудования; б) общий вид цеха группы 3

а) б) в)
Рис. 15. Примеры ахроматического решения крупногабаритной продукции с использованием насыщенных цветов элементов строительных конструкций и кранового оборудования в сочетании с ахроматическоми поверхностями пола и потолка в интерьере цехов группы 3:  Цех сборки завода электротехнического оборудования (Псков); б, в) Сборочный цех ОАО «Электрозавод» в Москве
Цех сборки завода электротехнического оборудования (Псков); б, в) Сборочный цех ОАО «Электрозавод» в Москве


а) б)
Рис. 16. Примеры использования насыщенных цветов выпускаемой продукции, напольных элементов и кранового оборудования в сочетании с ахроматическоми поверхностями пола и потолка в интерьере цеха группы 3: а) Предприятие «Век-М» по производству и сборке витражных конструкций, Москва; б) Уфимский трансформаторный завод
Особое место занимают помещения подгруппы 2.2. Эти сборочные цеха с подвижной сборкой при поточно-массовом типе производства в соответствии с технологией имеют напольные и подвесные конвейеры, представляющие собой основной элемент технологической структуры, а следовательно, и основной элемент интерьера. Архитектурно-строительные решения анализировались в соответствии с данной классификацией. Габариты механических цехов определялись как суммарные габариты всех цехов, составляющих единое, нерасчленённое пространство, предопределяющее общее цветовое решение как для отдельно взятого цеха, так и для комплекса цехов (группы 1, 2.1, 3).
Габариты сборочных цехов, входящих в единый нерасчленённый объём с механическими цехами, следует рассматривать в данном случае как суммарные габариты всех механических и сборочных цехов с подвижной сборкой при массовом производстве (подгруппа 2.2), но с учётом того, что ввиду своеобразия архитектурно-строительных решений и различия с механическими цехами по элементам технологии, цветовое решение сборочных цехов этой группы имеет доминирующее значение [1].
Сборочные цеха стационарной сборки тяжёлого машиностроения рассматриваются в качестве доминанты в общем цветовом решении по сравнению с механическими цехами, входящими с ними в единый объём. Однако, в группе 3, так же, как в группе 2, преобладающим по объёму является цех окончательной сборки, цветовое решение которого рассматривается в цветовом единстве со всеми подчиненными ему цехами (в том числе, цехами стационарной узловой сборки).
Заключение и выводы
Анализ структуры интерьеров механосборочных цехов отдельных отраслей машиностроения подтвердил необходимость дифференцированного подхода к разработке цветового решения помещений различных групп. Это вызвано разницей в объёмно-планировочных и конструктивных решениях, количестве элементов, цветовой композиции интерьеров, а также отличием в соотношении относительных площадей этих элементов при их реальном восприятии.
Такой подход позволил определить, что представленная классификация интерьеров имеет существенные отличия от других архитектурно-строительных классификаций. Она строится в основном на исследовании относительных величин элементов, входящих в композицию интерьера [9], в результате чего непосредственно классификации должны подлежать изображения интерьеров различных групп помещений, выполненные в перспективе с наиболее характерных точек восприятия. Одинаковые группы формируют интерьеры со сходной структурой (сходство в технологическом процессе и оборудовании) и приблизительно одинаковыми значениями относительных площадей отдельных элементов (сходство в объемно-планировочном решении).
Визуализация интерьеров различных групп, выполненная в виде перспективных изображений, дала возможность увидеть и оценить интерьеры с наиболее характерных точек восприятия [13] в цехах, определить доминанты цветовой композиции и соотношения средних значений относительных площадей, необходимые для дальнейшего уточнения цветовых параметров элементов интерьеров. Комплексное проектирование цветового решения интерьеров производственных цехов может представлять синтез современного подхода с применением новейших технических средств визуализации и существующей методики [2] определения цвета отдельных элементов интерьеров.
На основании анализа цветового решения интерьеров производственных цехов отрасли машиностроения и в соответствии с предложенной классификацией помещений были определены наиболее распространенные приёмы использования цветовых сочетаний основных элементов интерьеров, что позволило сделать следующие выводы.
к основным элементам интерьеров производственных цехов предприятий отрасли машиностроения следует отнести поверхности строительных конструкций, технологического оборудования и выпускаемой крупногабаритной продукции.
сочетания цветов групп основных элементов интерьеров различаются в зависимости от особенностей объёмно-планировочных и технологических решений и в зависимости от габаритов помещений. Особенности цветового решения для каждой группы интерьеров выглядят следующим образом:
группа 1:
а) ахроматическое решение основного технологического оборудования и элементов строительных конструкций в интерьере с высотой оборудования 1,5-2,5 м в бескрановых цехах;
б) сочетание ахроматического решения строительных конструкций с яркими оттенками цвета кранового оборудования и элементов основного металлорежущего оборудования высотой 1,5-2,5 м.
группа 2.1:
а) использование насыщенных цветов элементов основного технологического оборудования высотой 2,5 м – 3,5 м в сочетании с нейтральными цветами строительных конструкций;
б) ахроматическое решение крупногабаритного технологического оборудования и элементов строительных конструкций в интерьере с высотой оборудования 6 м и более. в) использование насыщенных цветов элементов строительных конструкций и основного технологического оборудования высотой более 6 м и более.
группа 2.2:
а) ахроматическое решение элементов строительных конструкций, основного технологического оборудования и основной выпускаемой продукции в сочетании с насыщенными цветами опознавательной или сигнально-предупреждающей окраски;
б) ахроматическое решение крупногабаритной продукции с использованием насыщенных цветов основного технологического оборудования и элементов строительных конструкций в сочетании с ахроматическими поверхностями пола и потолка;
в) сочетание ахроматических цветов элементов строительных конструкций с насыщенными цветами технологического оборудования;
г) сочетание ахроматических цветов элементов строительных конструкций с насыщенными цветами технологического оборудования и выпускаемой крупногабаритной продукции.
группа 3:
а) ахроматическое решение крупногабаритной продукции с использованием насыщенных цветов элементов строительных конструкций и кранового оборудования в сочетании с ахроматическоми поверхностями пола и потолка;
б) сочетание насыщенных цветов выпускаемой продукции, напольных элементов и кранового оборудования в сочетании с ахроматическими поверхностями пола и потолка.
В интерьерах современных производственных цехов используется сочетание ахроматических, не имеющих цвета, элементов с достаточно ограниченным количеством элементов, имеющих насыщенные цвета. Большое количество ярких оттенков в производственных цехах отвлекает от работы, снижает безопасность и повышает утомляемость работающих.
Сочетания насыщенных цветов в интерьерах, как правило, подчинено наиболее известным закономерностям гармонизации цвета по цветовому тону, а именно, сочетанию пар дополнительных цветовых тонов или цветовых триад.
Насыщенные цветовые тона создают большие цветовые контрасты, поэтому их относительные площади должны быть ограничены в помещениях малого объёма (группа 1). В основном, это цвета опознавательной или сигнально-предупреждающей окраски на движущихся частях технологического оборудования.
Использование светлых, в том числе, ахроматических поверхностей строительных конструкций и технологического оборудования позволяет создавать визуальное ощущение большего пространства, а также получать более высокие значения коэффициентов отражения поверхностей в помещениях, что позволяет снижать затраты на искусственное освещение.
Определение и рациональное применение в практике проектирования интерьеров требований по ограничениям значений характеристик принципиальных цветовых схем – цветовому контрасту, допускаемому количеству цвета основных поверхностей интерьера и оборудования, коэффициентов отражения поверхностей [2] – дают возможность создания безопасных производственных цехов. А применение на практике основных закономерностей цветовой гармонии в виде сочетаний по цветовому тону позволяет гармонизировать окружающую производственную среду, визуально расширяя пространство помещений.
Требования существующих рекомендаций и норм необходимо учитывать в контексте принадлежности помещения к определенной группе, выявленной в результате данного исследования, с учётом объёмно-планировочных решений и технологических особенностей производства. Многовекторность комплекса этих требований предопределяет вероятность и возможность использования в процессе их учета технических средств архитектурного проектирования.
Литература
Блохин В.В. Интерьеры промышленных зданий. – М.: Стройиздат, 1989.
Указания по проектированию цветовой отделки интерьеров производственных зданий промышленных предприятий СН 181-70. – М.: Стройиздат, 1972.
Демидов С.В. Архитектурное проектирование промышленных предприятий: учебник для ВУЗов / С.В. Демидов, А.А. Хрусталёв. – М.: Стройиздат, 1984.
Долгушин В.В. Основы проектирования цехов машиностроительных заводов // В.В. Долгушин, В.А. Сай / Учебное пособие: ГОУВПО «Воронежский государственный технический университет». – Воронеж, 2010.
Дятков С.В., Михеев А.П. Архитектура промышленных зданий / С.В. Дятков, А.П. Михеев. – М., 2006.
Зыков В.Ю. Проектирование механосборочных производств // Учебное пособие: КГТУ. – Казань, 1999.
Ильяшев А.С. Пособие по проектированию промышленных зданий / А.С. Ильяшев, Ю.С. Тимянский, Ю.Н. Хромец. – М.: Высшая школа, 1990.
Кравков С.В. Цветовое зрение. – М.: Академия наук, 1951.
Кравков С.В. Глаз и его работа. – М.-Л.: Академия наук, 1959.
Мельников Г.Н. Проектирование механосборочных цехов / Г.Н. Мельников, В.П. Вороненко. – М.: Издательство Машиностроение, 1990.
Пономарёв А.А. Архитектурное конструирование. – М.: «Архитектура-С», 2008.
Шерешевский И.А. Конструирование промышленных зданий и сооружений. – М.: «Архитектура – С», 2005.
Лапшина Е.Г. Динамика системы зрительного восприятия человеком архитектурного пространства // Международный электронный научно-образовательный журнал «Архитектура и современные информационные технологии» (AMIT). – 2011. – № 3(16): http://www.marhi.ru/AMIT/2011/3kvart16/lapshina/lapshina.pdf